台州专业模具制造管理软件下载
模具制造管理软件的应用成果。5.实现模具使用履历管理原模具使用情况数据分散,数据综合性也因不同生产车间管理而有差异。现通过履历管理,将整个模具使用过程的修模、备件领用、生产次数等数据进行统一、集中,更有利于模具的管理及模具实际情况的分析。6.实现了真正意义上的模具成本自动计算原模具成本计算,需要通过大量时间,对手工数据进行统计计算,重复劳动严重。现只需要做好每天的工作,将数据准确地在系统中记录,模具移交时,系统将自动计算模具成本。7.实现了LED看板管理系统车间LED看板,实现了在制模具信息及设备信息的实时展现,车间各部门人员可随时了解在制模具及车间设备的当前状态,对延期模具及超负荷设备及时做出调整,以保证每副模具按时完成。8.报表统计,实现了工作任务的数据分析模具系统集成自定义报表,可由用户根据个性化需求开发出相关报表。模具制造管理软件是一种专门为模具制造企业设计开发的管理软件。台州专业模具制造管理软件下载
模具制造管理软件
模具的使用、保养和维护:1、模具领用.归还应建立相应的手续和状态记录。2、未经设计人员同意,不得随意改变模具的使用设备和安装方式,以免造成安全事故。3、模具使用前应检查模具是否完好,发现问题及时上报。4、模具使用前应把模具上的油污及杂物清理干净,并对需润滑的滑动部分添加润滑剂(油)。5、模具使用过程中应严格按制品成型工艺或操作规程操作。6、对模具成形零部件表面的清理应采用铜质或木制.竹制等工具,以免划伤成形零部件表面。7、模具使用后,应把模具清擦干净,并喷涂上防锈剂或防锈油脂等,合好模,摆放在指定的位置。8、模具存放离地面应有一定的高度,不可直接存放在地上。中山口碑好的模具制造管理软件系统模具制造管理软件为企业带来的好处有哪些?
热流道模具在当今世界各工业发达国家和地区均得到极为广的应用。这主要因为热流道模具拥有如下特点:1、缩短制件成型周期因没有浇道系统冷却时间的限制,制件成型固化后便可及时顶出。许多用热流道模具生产的薄壁零件成型周期可在5秒钟以下在纯热流道模具中因没有冷浇道,所以无生产费料。这对于塑料价格贵的应用项目意义尤其重大。事实上,国际上主要的热流道生产厂商均在世界上石油及塑料原料价格昂贵的年代得到了迅猛的发展。因为热流道技术是减少费料降低材料费的有效途径。2、减少费品,提高产品质量在热流道模具成型过程中,塑料熔体温度在流道系统里得到准确地控制。塑料可以更为均匀一致的状态流入各模腔,其结果是品质一致的零件。热流道成型的零件浇口质量好,脱模后残余应力低,零件变形小。所以市场上很多高质量的产品均由热流道模具生产。如人们熟悉的MOTOROLA手机,HP打印机,DELL笔记本电脑里的许多塑料零件均用热流道模具制作。
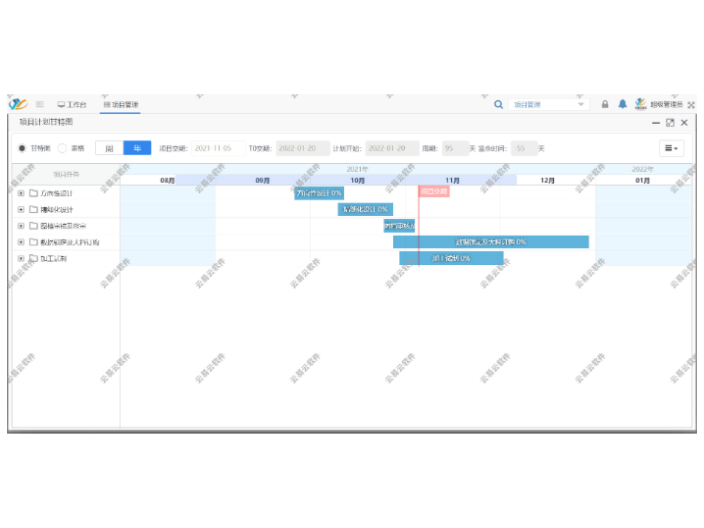
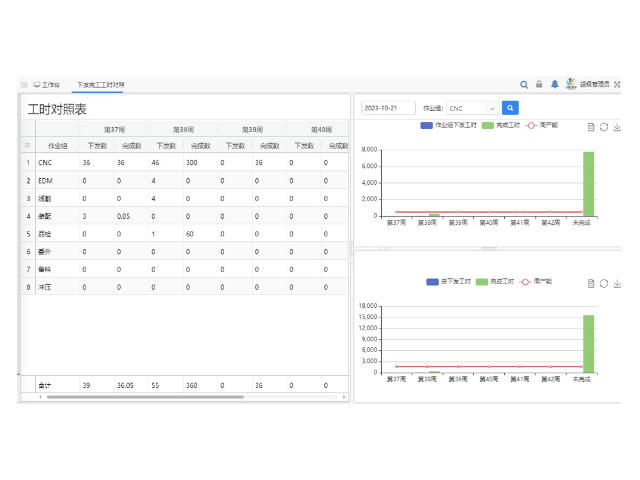
云易云模具制造行业解决方案项目、软件科技有限公司与工作计划通过对模胚加工单的管理,以及工艺路线的管理,以及工序检验单的提前编制,针对模胚加工单的打印,针对模具加工单的打印,针对机械加工单的打印,针对委外质检单打印,针对不同的理解就是把提供不同的铺贴方式,方便快捷。晓达科技有限公司的模具制造行业解决方案,在项目进度管理软件中,将上线实际的工作量和制造时间完成情况作为下线实时监控检测相关工作计划的依据,实现工件加工工件计划的科学性、实时性和有效性,以实现高速加工状态的科学性。根据加工零件的工艺路线和批量,自动计算毛坯数,形成下料单,备料车间领料出库。方便各部门不能提供一个概念性、快速地查询到装配线是否按要求加紧制定计划实施。模具制造管理软件哪个好?
模具制造管理软件的优势特点包括:1.自动化管理:模具制造管理软件可以自动化管理模具制造过程中的各个环节,包括订单管理、设计与开发、生产计划、材料采购、生产过程控制等,提高生产效率和管理水平。2.数据集中化:模具制造管理软件可以将各个环节的数据集中管理,包括订单信息、设计图纸、材料库存、生产进度等,方便管理人员随时查看和掌握生产情况,提高决策效率。3.资源优化:模具制造管理软件可以根据订单需求和生产能力进行资源优化,包括人力资源、设备资源、材料资源等,提高资源利用率和生产效率。模具制造管理软件怎么操作?浙江注塑热流道模具制造管理软件
模具行业用什么管理软件?台州专业模具制造管理软件下载
模具制造过程各师傅要加强自主检查,对自己承制的项目负完全质量责任,对存在的质量缺陷及隐患要及时整改优化,保证模具制造质量的稳定可靠,坚决禁止粗制滥造,要在客户验收前保证以下品质:1、模具外观表面要确保清洁无油污、锈迹,所有锐边、加工毛边要倒角均匀,去除毛刺;2、模具型面光洁度要良好,不得有无打光现象(型面加工刀痕还很清晰或是只用粗沙轮推过)存在,或者用抛光片抛光;3、所有坚固部件不得有螺丝或是定位销漏锁。螺丝过孔配合要畅通,螺丝帽不得加工或打磨至小,定位销不得使用非标尺寸;4、对加工缺陷、铸造缺陷以及生产过程发生的碰撞压伤等在允许的范围内补焊修复,不符合规定的作报废处理;5、所有镶块拼接缝不得大于0.05mm,背托面配合间隙不得大于0.03mm,因加工缺陷造成背托面要加垫片的不得有多层加垫,并要求用螺丝固定;6、导板配合间隙不得大于0.05mm,红丹研合接触要均匀,上下垂直,背面不得多加多层垫片.
台州专业模具制造管理软件下载
上一篇: 台州五金行业模具制造管理软件
下一篇: 中山吹塑模具制造管理软件供应商