台州五金行业模具制造管理软件
模具就是各种模子和工具,是用来制作成型物品的工具,不同的模具由不同的零件构成。模具已经在我们生活当中起了不可替代的作用,我们的生活用品大部分离不开模具,只要有批量成型就离不开模具。模具生产流程:1、模具规划设计:此阶段主要是客户与供应商之间进行的关于产品设计和模具开发等方面的技术探讨,主要的目的是为了让供应商清楚地领会到产品设计者的设计意图及精度要求,同时也让产品设计者更好地明白模具生产的能力,产品的工艺性能,从而做出更合理的设计。2、报价:包括模具的价格、模具的寿命、周转流程、机器要求吨数以及模具的交货期。(更详细的报价应该包括产品尺寸重量、模具尺寸重量等信息。)3、订单:客户订单、订金的发出以及供应商订单的接受。模具生产计划及排工安排:此阶段需要针对模具的交货的具体日期向客户作出回复。模具设计:可能使用的设计软件有PRO/ENGINEER、UG、SOLIDWORKS、AUTOCAD、CATIA等。云易云模具制造管理软件怎么样?台州五金行业模具制造管理软件
模具制造管理软件
模具制造管理软件给企业带来的Z大价值:(1)为领导决策提供全i方位的信息。高层领导能够随时通过系统,得到真实有效的业务管理数据,有利于及时准确地预测、分析,成本控制,生产与销售策略等业务部署与调整,增加了企业市场竞争力和快速反应能力。(2)提高工作效率,改善工作质量。系统实施后,像生产部门的工艺卡片等都已经采用计算机打印,像申购单、设计BOM、质量检验单、检验报告等都不再使用纸张打印,并且按规定的流程进行单据传递,避免了手工单据易出错、不清晰的缺点。通过部门间的不断磨合,部门之间的工作配合得到了明显改善,提高了工作效率。中山模具制造管理软件特点浙江模具制造管理软件系统有哪些?
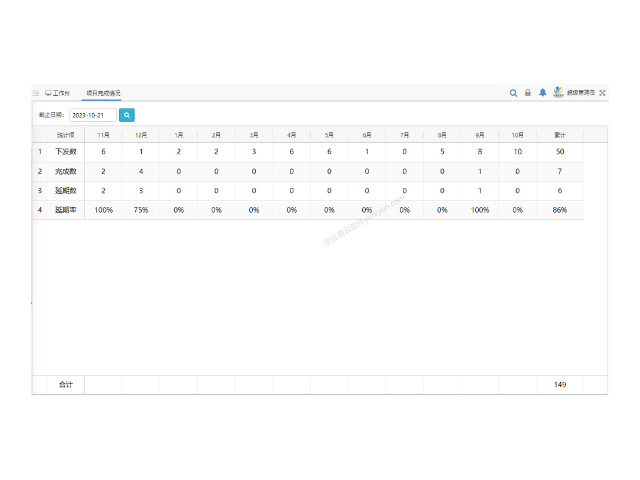
模具管理系统中的排程分为大日程排程,任务排程,工序排程,机台排程等方式。大日程排程目的:以项目为主体,建立项目工序的排程,为工序与机台排程提供依据,同时按大日程查看项目完成度。项目工序主要以"2D、3D设计",“BOM编制”,“模坯采购”,“编程”,“电极加工”等此类项目工序。通过建立大日程的模板进行导入排程,模板中设定起始天数与持续天数,工时等信息,排程时进行导入模板,系统会自动填写起始日期,结束日期,工时,要求,负责人等相关信息。通过表格与甘特图进行初步的调整后保存下发,大日程排程做为后面工序排程,机台排程的依据,后面工作的时间必须限定在此范围内,如果无法满足交期要求,需通知项目负责人进行调整,否则将以预警方式通知作业人员。在每个项目工序所对应的任务组中,相关部门负责人再对任务所对应的负责人进行指定,负责人即可看到任务清单,对任务清单进行接收、处理、发送等操作。个人可对任务进行分解子任务,任务有并行任务与串行任务,有里程碑节点任务等。
模具生产流程:4、采购材料:采购不只负责制作模具的基本物料,还要根据公司发展需要订购相就加工设备。模具加工:所涉及的工序大致有车、锣(铣)、热处理、磨、电脑锣(CNC)、电火花(EDM)、线切割(WEDM)、座标磨(JIGGRINGING)、激光刻字、抛光等。5、模具装配:根据模具装配图样和技术要求,将模具的零件按照一定工艺顺序进行配合、定位、连接与紧固,使之成为符合制品生产要求的模具。6、模具试模:在产品完成模具制作后、批量生产前所进行的测试注塑步骤。云易云模具制造管理软件系统怎么用?
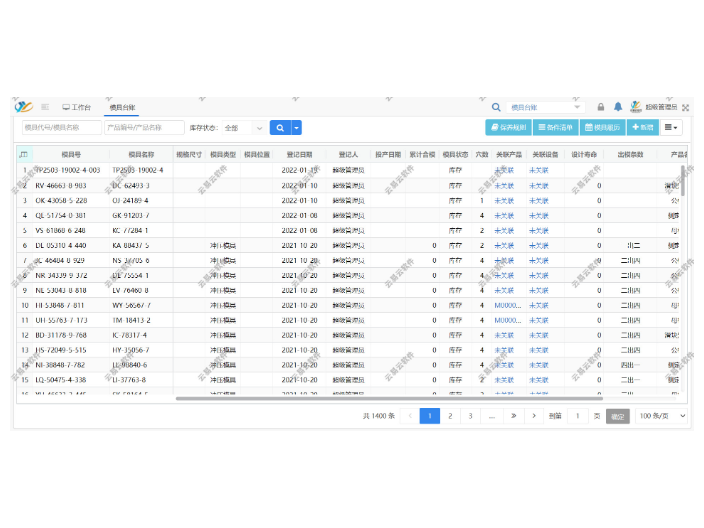
模具入库管理分为采购入库、其他入库、产品入库、装配入库、刀具仓库入库等相关模块主要特点:入库时可输入收料价格,可按权限进行价格查看权限的设定,可按批次进行入库,刀具仓库可按新旧刀具的入库等特点。一入库单查询1、查询支持:审核选项卡、日期(默认三个月内)、入库单、品名、品号等、自定义条件查询2、处理好筛选信息后点击查询即可二入库单审核1、选中一条入库单数据,双击或点击右上角编辑2、在弹窗界面审核单价、入库数量等信息2、确认无误后点击保存并审核即可三入库单新增1、点击右上角采购导入或者其他导入2、自动生成入库单号、入库类型等、入库时间默认是当天3、随后点击导入即可快速导入对应的单据4、点击保存或保存并审核即可四入库单修改1、选中一条入库单,双击或点击右上角编辑按钮2、在弹窗界面根据需求修改即可3、注:已审核的入库单需要先反审核。模具管理软件包括:模具制造执行管理系统、生产排产系统、看板管理系统等。广东珠海专业模具制造管理软件供应商
模具制造过程可以用什么软件?台州五金行业模具制造管理软件
模具制造过程各师傅要加强自主检查,对自己承制的项目负完全质量责任,对存在的质量缺陷及隐患要及时整改优化,保证模具制造质量的稳定可靠,坚决禁止粗制滥造,要在客户验收前保证以下品质:1、模具外观表面要确保清洁无油污、锈迹,所有锐边、加工毛边要倒角均匀,去除毛刺;2、模具型面光洁度要良好,不得有无打光现象(型面加工刀痕还很清晰或是只用粗沙轮推过)存在,或者用抛光片抛光;3、所有坚固部件不得有螺丝或是定位销漏锁。螺丝过孔配合要畅通,螺丝帽不得加工或打磨至小,定位销不得使用非标尺寸;4、对加工缺陷、铸造缺陷以及生产过程发生的碰撞压伤等在允许的范围内补焊修复,不符合规定的作报废处理;5、所有镶块拼接缝不得大于0.05mm,背托面配合间隙不得大于0.03mm,因加工缺陷造成背托面要加垫片的不得有多层加垫,并要求用螺丝固定;6、导板配合间隙不得大于0.05mm,红丹研合接触要均匀,上下垂直,背面不得多加多层垫片.
台州五金行业模具制造管理软件
上一篇: 广东工厂车间模具制造管理软件使用
下一篇: 台州专业模具制造管理软件下载