半导体行业TOYO机器人线性模组
更换直线模组磨损件后,调试过程是确保模组恢复正常工作性能的关键步骤。以下是调试直线模组的一般步骤:1.初步检查:确认所有连接部件都已正确安装,包括螺丝、螺母、销钉等。检查润滑情况,确保润滑油或润滑脂已按需添加。确认电源、控制线路和紧急停止装置等安全设施正常。2.手动预运行:在断电状态下,手动推动滑块在导轨上往返运动,检查是否有异常阻力或噪音。确认滑块在导轨上的运动是否平滑,无卡顿现象。3.试运行:接通电源,启动直线模组,使其以低速运行,观察电机、驱动器和滑块的运行情况。检查电机和驱动器的温度是否正常,有无异常振动或噪音。4.参数调整:根据直线模组的性能要求,调整驱动器的参数,如加速度、减速度、运行速度和位置精度等。5.功能测试:进行实际工作流程的模拟测试,检查直线模组在实际应用中的表现。确认直线模组能够满足生产线的速度、精度和稳定性要求。6.持续监控:在调试完成后,持续监控直线模组的运行状态,记录关键参数。如果发现任何异常,及时进行调整或停机检查。调试过程中,可能需要多次调整和测试,直到直线模组达到比较好工作状态。TOYO机器人,灵活多变,适应不同生产任务需求。半导体行业TOYO机器人线性模组
TOYO 直线电机可分为:有铁芯平板型直线电机、无铁芯U型直线电机、轴棒型直线电机。
有铁芯平板型直线电机分为:G系列与一般系列;
G系列:速度可达:2500mm/s,水平负载:3-20KG,行程可达:2520mm,精度:±1~2μ。
一般系列:速度可达:2500mm/s,水平负载:20-120KG,行程可达:8000mm,精度:±1~2μ。
无铁芯U型直线电机:速度可达:2500mm/s,水平负载:4-15KG,行程可达:1290mm,精度:±1~2μ。
轴棒型直线电机:速度可达:2500mm/s,水平负载:15-51KG,行程可达:1940mm,精度:±1~2μ。 半导体行业TOYO机器人线性模组TOYO东佑达在自动化行业已经积累了20余年的经验!
电动夹爪与气动夹爪的区别:6、成本和维护的区别:电动夹爪:初始成本较高,但维护相对简单,因为机械部件较少。气动夹爪:初始成本和运行成本通常较低,但可能需要定期检查和更换气动元件。7、噪音和能效的区别:电动夹爪:运行时噪音较低,能效较高,特别是在待机状态下。气动夹爪:运行时噪音较大,能效相对较低,可能在待机时存在能源浪费。8、应用场景的区别:电动夹爪:适用于需要高精度、可编程性和低噪音的场合,如电子装配、精密加工等。气动夹爪:适用于需要快速响应和重负载能力的场合,如汽车制造、物流搬运等。
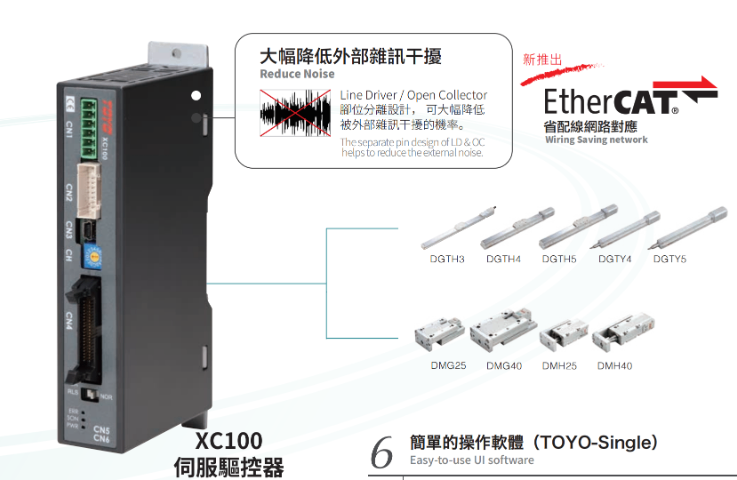
伺服电动缸是一种将伺服电机的旋转运动转换为线性运动的装置,它通常由伺服电机、丝杠、缸体和位置反馈装置等组成。伺服电动缸的优势:1.精确控制:伺服电动缸可以提供非常精确的位移、速度和力控制,适用于需要高精度操作的应用。2.重复定位精度高:由于采用了闭环控制,伺服电动缸能够实现高重复定位精度。3.可编程性:伺服电动缸可以通过编程来控制其运动,使其适应各种复杂的运动轨迹和速度要求。4.响应速度快:伺服电动缸的响应时间短,能够快速启动、停止和改变方向,适合高速操作。5.安装灵活:伺服电动缸的安装方式多样,可以水平、垂直或倾斜安装,适应不同的应用场景。6.节省空间:相比于液压或气动系统,伺服电动缸的体积更小,节省安装空间。7.低维护:伺服电动缸没有液压系统中的油液和气动系统中的压缩空气,因此维护需求较低。8.环境友好:伺服电动缸不使用油液,不会产生泄漏,对环境无污染。9.适用范围广:伺服电动缸可以在各种环境条件下工作,不受温度、湿度等外界因素的影响。10.安全性:伺服电动缸没有高压油液或压缩空气,因此在操作过程中更为安全。11.力输出稳定:伺服电动缸可以提供稳定的推力和拉力,适用于需要恒力输出的应用。TOYO伺服电缸搭配XC100驱动器。

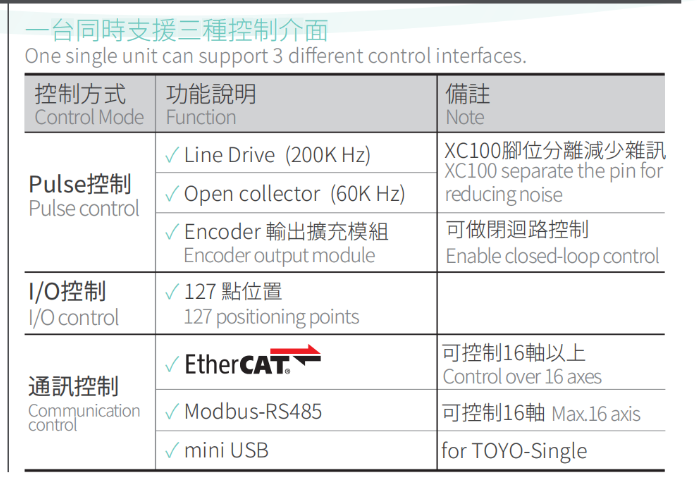
XC100驱动器的特点
使用XC100驱动器时需搭配软件TOYO-Single使用,可以通过该软件控制轴运动、修改参数、设置点位、监控信号/数据。
XC100驱动器支持不外接传感器的情况下实现回零操作(通过扭力判断是否到达原点),同时输出回原完成信号。XC100驱动器可以通过软件设置行程软限位,限位到达会有限位报警(无法判断正限位/负限位)。
XC100驱动器输入点位有14个,输出点位有10个,只支持NPN接线方式。
XC100驱动器编码器为增量式,断电位置会丢失,每次断电重启需回原操作。
XC100可实现扭力控制,动作时达到设定的扭力即动作完成。
XC100支持集电极控制与差分控制,集电极控制容易受干扰,建议使用差分控制。 智能化的TOYO机器人,开启工业自动化新篇章。半导体行业TOYO机器人总代理
TOYO机器人,高效准确,为企业创造非凡生产效益。半导体行业TOYO机器人线性模组
直线模组,又称为直线导轨、线性模组或线性导轨,是一种将滑动转换为精确直线运动的机械部件。它的由来和发展与工业自动化和精密机械加工的需求密切相关。以下是直线模组的主要发展历程:1.早期发展:在工业革i命时期,随着机械制造业的发展,对于机械部件的运动精度和可靠性的要求越来越高。早期的直线运动主要是通过滑动轴承和硬木导轨来实现的,但这种方式的精度和耐用性都不够理想。2.20世纪初:随着金属加工技术的进步,出现了更为精密的滚珠轴承和滑动轴承,这为直线运动部件的改进提供了可能。德国在20世纪初期开始研发和使用线性导轨,以提高机床的加工精度。3.滚珠丝杠的出现:20世纪中叶,滚珠丝杠的发明为直线模组的发展带来了**性的变化。滚珠丝杠利用滚珠来实现转动与线性运动的转换,具有更高的效率和精度。4.直线导轨的发展:1950年代,直线导轨的概念被提出,并逐渐发展为现代直线模组的原型。直线导轨通过特定的轨道和滑块结构,使得运动部件能够实现平稳、精确的直线运动。5.材料科学的进步:随着材料科学的进步,如高性能合金钢和陶瓷材料的应用,直线模组的精度、速度和负载能力得到了极大提升。半导体行业TOYO机器人线性模组
上一篇: 小型电动缸系列TOYO机器人直线模组
下一篇: 光伏行业TOYO机器人丝杆模组