浙江智能零件加工管理软件特点
机加工企业管理软件系统的选择。在选择机加工企业管理软件系统时,企业需综合考虑多个因素,以确保所选系统能够满足企业的实际需求。以下是一些关键考虑因素:功能需求:机加工企业需要关注软件系统的功能是否涵盖生产计划、物料管理、质量控制、成本核算等关键业务环节。此外,企业还需关注软件系统是否支持多语言、多货币等功能,以满足国际化经营的需求。易用性:软件系统的易用性对于提高员工的工作效率至关重要。因此,企业应选择界面友好、操作简便的软件系统,降低员工培训成本和时间成本。定制性:不同机加工企业的业务特点和需求各不相同,因此软件系统应具备一定的定制性。企业可以选择支持二次开发的软件系统,根据自身需求进行定制开发,以满足企业的特殊需求。安全性:数据安全是企业选择软件系统时不可忽视的因素。企业应选择具备完善的安全防护机制的软件系统,确保企业数据的安全和稳定。成本效益:企业需关注软件系统的投资回报率,选择性价比高的软件系统。在评估成本时,企业需综合考虑软件系统的购买成本、维护成本、培训成本等因素。零件加工管理软件通过严格的质量控制和数据分析,可以减少质量缺陷和退货率,提高客户满意度。浙江智能零件加工管理软件特点
标准化工作制定和实施标准工作流程是精益化管理的关键。通过对每个工序进行标准化,我们可以确保每个工人都按照有效的方式进行工作,减少变异性,提高质量和效率。持续改进精益化管理强调持续改进。通过员工的参与和建议,我们可以不断寻找提高效率和质量的机会。例如,可以引入快速换模(SMED)技术,减少设备更换时间;通过5S管理提高工作环境整洁度和效率;利用Kanban系统实现可视化管理,减少浪费等。员工培训与激励为员工提供相关培训,激发其对精益生产理念的理解和认同,增强其积极性和参与度。同时,建立激励机制,对在精益化改进中表现突出的员工进行表彰和奖励,营造全员参与精益化管理的氛围。广东口碑好的零件加工管理软件购买零件加工管理软件可以与企业的ERP系统无缝集成,实现数据共享和业务协同。

ERP系统如何提升机加工效率?优化生产计划:ERP系统能够根据市场需求、设备能力、人员配置等多种因素,自动生成合理的生产计划。通过实时监控生产进度,及时调整计划,确保生产过程的顺利进行。实现物料精益管理:系统能够准确追踪物料的库存、采购、使用等情况,避免物料浪费和短缺。同时,通过优化物料采购和库存管理,降低库存成本,提高资金周转率。设备维护与保养:ERP系统能够记录设备的运行状态、维护历史等信息,提醒企业进行及时的设备维护和保养。这有助于减少设备故障率,提高设备的使用效率和寿命。质量控制与追溯:系统能够记录产品的生产过程和检测数据,实现产品质量的追溯。一旦出现问题,可以迅速找到原因并采取相应的措施,提高产品质量和客户满意度。数据分析与决策支持:ERP系统能够收集和分析大量的生产数据,为企业提供决策支持。通过数据分析,企业可以找出生产过程中的瓶颈和问题,制定针对性的改进措施。
在现代机加工行业中,提升加工效率是每个企业追求的目标。随着科技的进步和市场的竞争日益激烈,传统的加工方式已经难以满足高效率、高质量的生产需求。这时,企业管理软件系统作为一种秘密武器,逐渐在机加工企业中展现出其强大的潜力。企业管理软件系统的定义与功能。企业管理软件系统,简称ERP(EnterpriseResourcePlanning)系统,是一种集成化的管理软件,能够对企业内部各种资源进行统一规划和管理。在机加工企业中,ERP系统能够涵盖生产计划、物料管理、设备维护、质量控制等多个方面,帮助企业实现全i面的信息化管理。零件加工管理软件支持自定义工艺流程和模板,方便企业根据自身需求进行个性化设置。
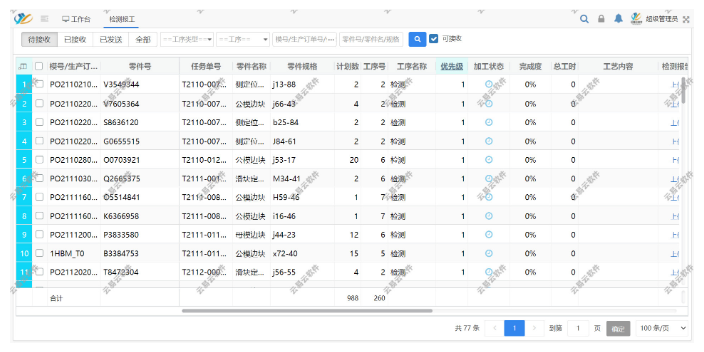
下面我们来详细了解一下零件加工管理软件和的功能。1.生产计划。零件加工管理软件可以帮助企业合理安排生产计划,避免生产过程中的拥堵和滞后。通过软件的生产计划功能,企业可以实时掌握生产过程中的各项指标,及时发现问题并进行处理,从而提高生产效率和产品质量。2.生产监控。零件加工管理软件可以帮助企业实现生产过程的自动化监控,实时掌握生产过程中的各项指标,及时发现问题并进行处理,从而提高生产效率和产品质量。通过软件的生产监控功能,企业可以实时掌握生产过程中的各项指标,及时发现问题并进行处理,从而避免生产过程中的浪费和延误。云易云零件加工管理软件适用于各类零件加工企业,包括机械加工、模具加工、五金加工等。浙江智能零件加工管理软件特点
订单管理:软件需要能够管理客户订单,包括订单号、交货日期、数量等。浙江智能零件加工管理软件特点
机械精密零件加工“技术要求”汇总。精加工后技术要求:(1)精加工后的零件摆放时不得直接放在地面上,应采取必要的支撑、保护措施。(2)加工面不允许有锈蛀和影响性能、寿命或外观的磕碰、划伤等缺陷。(3)滚压精加工的表面,滚压后不得有脱皮现象。(4)终工序热处理后的零件,表面不应有氧化皮。经过精加工的配合面、齿面不应有退火。零件的密封处理:(1)各密封件装配前必须浸透油。(2)组装前严格检查并清理零件加工时残留的锐角、毛刺和异物。保证密封件装入时不被擦伤。(3)粘接后应清理流出的多余粘接剂。齿轮技术要求:(1)齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。(2)齿轮(蜗轮)基准端面与轴肩(或定位套端面)应贴合,用0.05mm塞尺检查不入。并应保证齿轮基准端面与轴线的垂直度要求。(3)齿轮箱与盖的结合面应接触良好。浙江智能零件加工管理软件特点
上一篇: 江苏苏州零件加工管理软件安装
下一篇: 中山生产企业零件加工管理软件安装