河北二次元测量仪厂家
测量仪影像区域没有影像,呈灰色。可能是视频捕捉卡没插好,正常关闭计算机和仪器,拔下电源插头,然后打开主机箱,取下视频捕捉卡,并重新插一遍,确认插好后再启动计算机。如果换了插槽则要重新安装驱动程序。或者是视频捕捉卡驱动程序未安装好,按说明书中的安装驱动程序的方法重装视频卡驱动程序或者是视频捕捉卡参数设置不正确,鼠标点击菜单影像—>影像视频设置…或者在影像显示区点鼠标右键,在弹出的菜单中选择影像视频设置…,弹出影像设置对话框。设置正确的亮度、对比度等参数。测量仪 ,就选苏州科贸时贸易有限公司,用户的信赖之选。河北二次元测量仪厂家
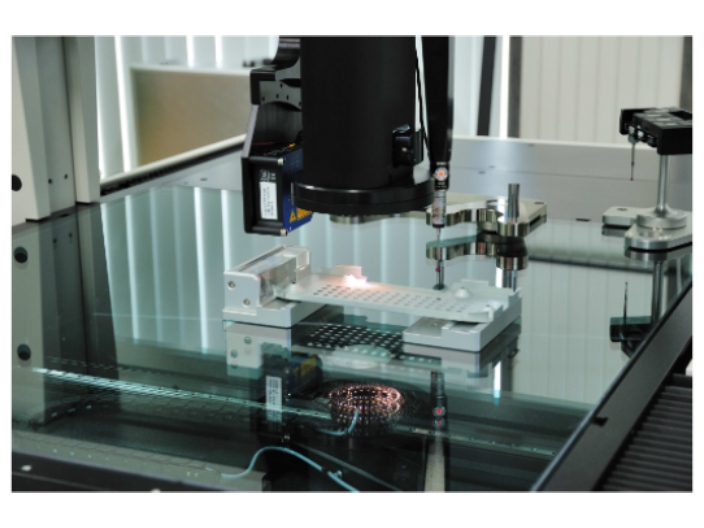
影像测量仪在精密压铸行业中普遍运用!在光学测量仪器当时,影像测量仪是普遍推崇使用.在一般的精密仪器测量中,影像测量仪也是说是必备的仪器.尽管有些时候还是采用传统的游标卡尺,或者螺旋测微器什么的.在各种行业中,.使用普遍的要算模具五金行业了.其主要原因是模具的精确度要求高.特别是一些精密的五金铸造工件.它们的公差要求大约在2到5个丝左右.对于这样高要求,高精度的工件生产模具,势必要有一个精确的模具尺寸为前提.所以,在这类高精确的五金模具制作过程中,影像测量仪是不要缺少的必要工具。河北二次元测量仪厂家苏州科贸时贸易有限公司力于提供测量仪 ,竭诚为您服务。
关于三坐标测量仪平面度误差的判断。1、对角线法:是以通过实际被测表面上的一条对角线,且平行于另一条对角线所做的评定基准面,一平行于此基准面且具有小距离的两包容平面间的距离作为平面度误差值。2、三坐标测量仪三元点法:是以通过实际被测表面上想聚远的三点所组成的平面为评定基准面,以平行于此基准面,且具有小距离的两包容平面间的距离作为平面度误差值。3、小区域法:是以包容实际被测表面的小包容区域的宽度作为平面度误差值和平面度误差定义的评定方法。4、三坐标测量仪小二乘法:是以实际被测表面的小二乘平面为评定基准面,以平行于小二乘平面,且具有小距离的两包容平面的距离作为平面度误差值。使三坐标测量仪被测物体表面上各点与该平面的距离的平方和为小的平面。此法计算较为复杂,一般均计算机处理。
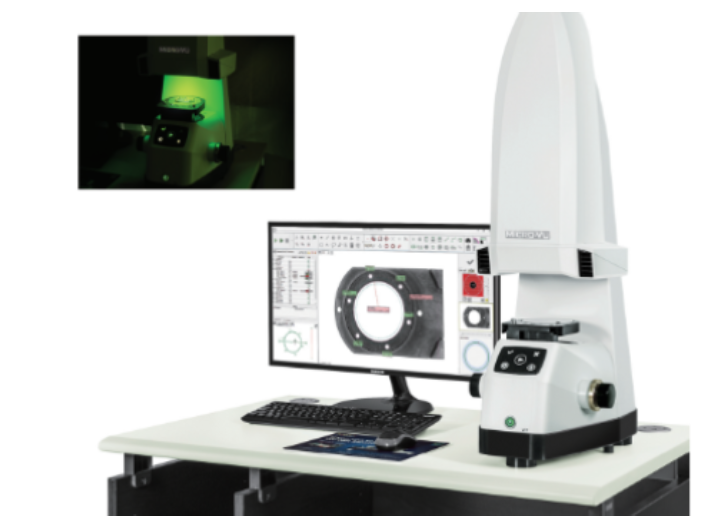
精密影像测量仪如何解决散光问题。在实际操作时,启动开关电源后,如果在大屏幕上出现成影不集中,分辨率低的时候,我们就称之为影像测量仪的散光故障.这时候无论如何更新物镜,或者调换测量角度,大屏上呈现出来的是还是同样的画面.刚开始出现这种情况,很多人不太了解,还以为是镜头上有脏物导致的.结果用手去拭擦.效果适得其反,画面变得更加不清晰.通过阅读本文后,首先确认一下是否是散光问题导致的。如果确定是散光故障后.关掉电源,折开影像测量仪的机身.很有可能是LED不聚光引起的.更换LED后重启电源查看问题还是否存在.一般情况都差不多是这个原因.其次,拆开机座,查看玻璃的镜面是否均匀.均匀分部则不会散光,参差不齐就会导致散光。苏州科贸时贸易有限公司是一家专业提供测量仪 的公司,期待您的光临!
三坐标测量仪固定工件有哪些方法。夹具。工件夹持系统向用户构造一个简单的面向任务的夹具,在其中安装工件,使零件便于定位。夹持系统不会使工件变形,在使用时应确保所有被测特征均是可触及的,这样才能够缩短测量时间,固定夹具现在已经在普遍应用。按照工件外形、重量分类:1、轻型零件。对小的轻型零件,可以用橡皮泥、仪器腊等材料来固定零件,但用户应确保在测量结束以后从机器和零件上清理所有的痕迹。在某些情况下要用机械的方法把零件固定在三坐标测量机上,用户应当知道夹持力会引起零件变形,因此必须注意不要过分夹紧,推荐在夹具和零件间隔软的垫子。磁力的及真空卡盘亦可以作为另一种夹持方法。2、重型零件。若被测零件足够重,以至于不需任何夹持装置就可以稳定的放在机器台面上;用户应当知道测量时零件处于自由状态,亦就是不需用任何安全装置,工件不会产生位移,但是操作者要知道重型零件必然会引起机器变形。测量仪 ,就选苏州科贸时贸易有限公司,用户的信赖之选,有想法可以来我司咨询!江苏原装进口测量仪培训
苏州科贸时贸易有限公司力于提供测量仪 ,有想法的可以来电咨询!河北二次元测量仪厂家
技术角度:二次元测量仪是一种高精度的测量设备,其技术原理基于计算机和图像处理技术,可以对各种物体进行高精度的测量。二次元测量仪采用非接触式测量方式,不会对被测物体造成任何损伤或影响,同时具有高精度和高效率的特点。二次元测量仪的精度可达到几微米甚至更高,这得益于其采用的高分辨率显微镜头和高精度位移传感器。这些技术元素的引入使得二次元测量仪在测量过程中能够实现高精度的测量,满足各种高精度测量的质量控制要求。河北二次元测量仪厂家
上一篇: 昆山MICROVU测量仪使用注意事项
下一篇: 汕尾测量仪技术支持