江苏101共模电感
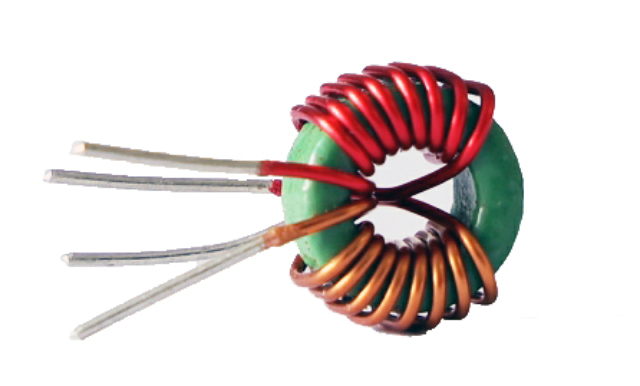
铁氧体磁芯共模电感具有一系列独特的优缺点。从优点方面来看,首先,它具有较高的磁导率,这使得铁氧体磁芯共模电感在抑制共模干扰方面表现出色,能够有效地将共模噪声转化为热量散发掉,从而保证电路的稳定性和信号的纯净度。其次,铁氧体材料的电阻率较高,在高频下具有较低的涡流损耗,这意味着它在高频电路中能够保持较好的性能,减少能量损失,降低发热情况。再者,铁氧体磁芯共模电感的成本相对较低,其制作工艺也较为成熟,这使得它在众多电子设备中具有很高的性价比,能够广泛应用于各种领域,如开关电源、通信电路等。此外,它还具有良好的温度稳定性,在一定的温度范围内,能够保持较为稳定的电感性能,不易受到环境温度变化的影响。不过,铁氧体磁芯共模电感也存在一些缺点。一方面,它的饱和磁通密度相对较低,当电路中的电流较大时,容易出现饱和现象,一旦饱和,其电感量会急剧下降,导致对共模干扰的抑制能力大幅减弱。另一方面,在极高频率下,铁氧体磁芯的磁导率会有所下降,这可能会影响其在超高频电路中的使用效果,限制了它在一些对频率要求极高的特殊应用场景中的应用。 共模电感的体积大小,在紧凑电路设计中是重要考虑因素。江苏101共模电感
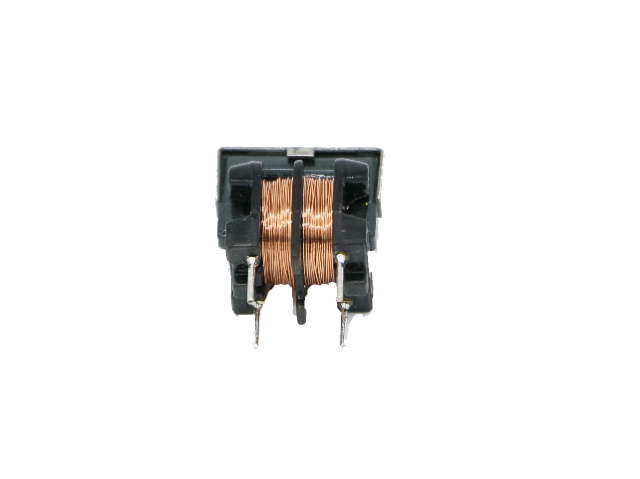
表面贴装式共模电感和插件式共模电感在电子电路中各有其优缺点,具体如下:表面贴装式共模电感优点:尺寸通常较小,能够有效节省电路板空间,特别适用于高密度、小型化的电路设计,如智能手机、平板电脑等便携设备的电路。它的安装高度低,有利于实现电路板的薄型化。而且贴装工艺适合自动化生产,可提高生产效率,降低人工成本,同时焊接质量较为稳定,能减少因手工焊接导致的不良率。缺点:散热性能相对较差,由于与电路板紧密贴合,热量散发相对困难,在高功率、大电流的电路中可能会出现过热问题。对焊接工艺要求较高,如果焊接温度、时间等参数控制不当,容易出现虚焊、短路等焊接缺陷。此外,它所能承受的电流和功率相对插件式共模电感有限,在一些大功率电路中可能无法满足要求。插件式共模电感优点:插件式共模电感引脚较长,与电路板之间有一定的空间,散热条件较好,可用于高功率、大电流的电路,能承受较大的电流和功率负荷,具有较好的稳定性和可靠性。其机械强度较高,在电路板受到震动或冲击时,不易出现松动或损坏的情况。缺点:占用电路板空间较大,引脚需要穿过电路板进行焊接,会在电路板上占据较多的面积和空间,不利于电路板的小型化设计。 浙江共模电感电感量选择共模电感在智能音箱电路中,减少音频干扰,提升音质体验。
选择更合适电路中的共模电感,需要从多个关键方面综合考虑。首先要明确电路的工作频率范围。不同的共模电感在不同频率下的性能表现各异,例如铁氧体磁芯的共模电感在几百kHz到几MHz的频率范围内有较好的共模抑制效果,而对于更高频率的电路,则可能需要选择其他磁芯材料或结构的共模电感。其次,要根据电路中的电流大小来选择。共模电感的额定电流必须大于电路中的最大工作电流,否则电感容易饱和,导致其失去对共模干扰的抑制能力,一般要预留20%-30%的余量,以确保在各种工作条件下都能稳定工作。再者,需要关注共模电感的电感量和阻抗特性。电感量决定了对共模干扰的抑制程度,通常根据所需抑制的共模干扰强度来选择合适的电感量。同时,要确保共模电感的阻抗与电路的输入输出阻抗相匹配,以实现较好的干扰抑制效果和信号传输质量。另外,安装空间也是重要的考量因素。如果电路空间紧凑,就需要选择体积小、形状合适的共模电感,如表面贴装型共模电感;而对于空间较为充裕的大型设备,则可以选择体积较大、性能更优的插件式共模电感。此外,成本和可靠性也是不可忽视的因素。在满足电路性能要求的前提下,要综合考虑共模电感的价格、使用寿命、抗环境干扰能力等。
评估共模电感在不同电路中的性能表现,可从多个维度进行考量。首先是共模抑制比(CMRR),它反映了共模电感对共模信号的抑制能力。通过测量电路在有无共模电感时共模信号的传输特性,计算出共模抑制比,比值越高,表明共模电感抑制共模干扰的效果越好。比如在通信电路中,较高的共模抑制比能减少外界电磁干扰对信号传输的影响,保证信号的准确性。其次关注电感量的稳定性。在不同电路中,由于电流、电压及频率的变化,电感量可能会发生改变。使用专业的电感测量仪器,在不同工作条件下测量共模电感的电感量,观察其波动情况。稳定的电感量是保证共模电感正常发挥作用的基础,若电感量波动过大,可能导致对共模干扰的抑制效果不稳定。还要评估共模电感的直流电阻。直流电阻会影响电路的功率损耗和电流传输,较小的直流电阻能降低能量损耗,提高电路效率。使用万用表等工具测量直流电阻,结合电路的功率需求和电流大小,判断其是否符合要求。另外,发热情况也是重要指标。在电路运行过程中,使用红外测温仪等设备监测共模电感的温度变化。如果发热严重,可能是由于电流过大、电感饱和或自身损耗过大等原因,这不仅会影响共模电感的性能,还可能缩短其使用寿命。 不同应用场景下,需选用不同参数的共模电感来满足需求。

当磁环电感上板子后出现焊接不良的情况,可从以下几个方面着手解决。若存在虚焊问题,即焊接点看似连接但实际接触不良,可能是焊接温度不够或焊接时间过短导致。此时需调整焊接工具的温度,根据磁环电感和电路板的材质、尺寸等确定合适温度,一般电烙铁温度可在300-350℃之间,同时适当延长焊接时间,确保焊锡充分熔化并与引脚和焊盘良好结合,形成牢固的焊点。对于短路问题,比如磁环电感引脚之间或与其他元件引脚短路,可能是焊锡用量过多或焊接操作不规范所致。可使用吸锡工具将多余的焊锡吸除,清理短路部位,重新进行焊接,焊接时要控制好焊锡的量,以刚好包裹引脚且不流到其他部位为宜,同时注意焊接角度和方向,避免焊锡飞溅造成新的短路。若出现焊接不牢固、容易脱落的情况,可能是引脚或焊盘表面有氧化层、油污等杂质。在焊接前,要用砂纸或专业的清洗剂对引脚和焊盘进行清洁,去除杂质,露出金属光泽,然后涂抹适量的助焊剂,增强焊接效果,确保焊接牢固。此外,焊接完成后要对焊接点进行检查和测试,如通过外观检查焊点是否饱满、光滑,有无裂缝等缺陷,还可使用万用表等工具检测焊接点的电气连接是否正常,确保磁环电感与电路板的焊接质量。 共模电感能有效抑制共模干扰,降低电路误动作的概率。浙江共模电感电感量选择
共模电感的应用案例,能为其他电路设计提供参考和借鉴。江苏101共模电感
在生产工艺方面,磁环电感具有诸多独特之处。首先是原材料的精挑细选,选用高纯度、高磁导率的磁性材料,这为磁环电感的高性能奠定了基础。例如,特定配方的铁氧体材料,能有效提升磁导率,增强电感效应。而且,对导线的选择也极为严苛,好的的低电阻导线可减少电流传输过程中的能量损耗。绕线工艺是磁环电感生产的关键环节。采用先进的自动化绕线设备,确保线圈匝数准确无误,绕线均匀紧密。这种精确的绕线方式,不仅能保证电感值的稳定性,还能有效降低漏磁现象,提高电磁能量的利用率。同时,在绕线过程中,会根据不同的应用需求,调整绕线的层数和间距,以满足多样化的性能要求。磁环成型工艺也独具特色。通过精确控制温度、压力和时间等参数,使磁环的磁性能达到较好状态。先进的烧结技术,能让磁性材料的分子结构更加致密,进一步提升磁环的品质。质量检测更是贯穿整个生产过程。从原材料入厂检测,到半成品的抽检,再到成品的全检,每一个环节都执行严格的检测标准。包括电感量精度、直流电阻、耐压性能、绝缘性能等多项指标的检测,确保每一个出厂的磁环电感都符合高质量标准,为客户提供可靠的产品。正是这些独特的生产工艺,造就了磁环电感优越的性能和稳定的质量。 江苏101共模电感
上一篇: 四川共模电感哪家比较好
下一篇: 四川共模一体成型电感