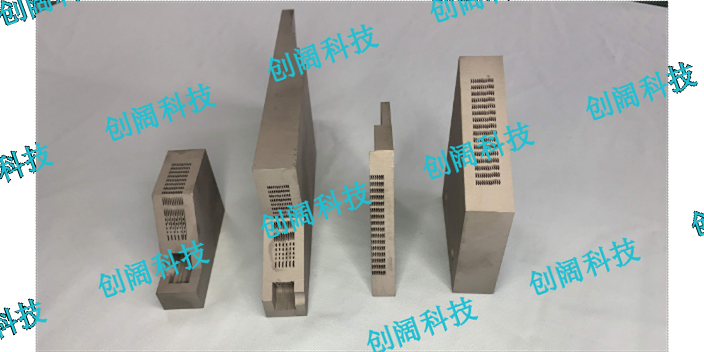
青浦区不锈钢微通道换热器
随着制冷剂被冷凝成液体,比容变小,管子数也变少,以此保证制冷剂在冷凝后半段时仍保持较高的流速和换热系数。微通道换热器主要优势参数管片式层叠式微通道单位体积表面积/(m3/m3)50~100850~1500>1500体积换热系数/(W/(m3·K))(液体)~50003000~7000>7000体积换热系数/(W/(m3·K))(气体)20~10050~300300~2000流动方式紊流紊流层流热流量/(W/cm3)<1------->10相对长度20-------1等效率下的尺寸10-------1投资11与常规换热器相比,微通道换热器不*体积小换热系数大,换热效率高,可满足更高的能效标准,而且具有优良的耐压性能,可以CO2为工质制冷,符合环保要求,已引起国内外学术界和工业界的多方位关注。目前,微通道换热器的关键技术—微通道平行流管的生产方法在国内已渐趋成熟,使得微通道换热器的规模化使用成为可能。创阔能源科技致力于加工设计微通道换热器。青浦区不锈钢微通道换热器
微通道换热器
创阔科技的微通道尺寸小,流体在微通道中的流动为层流状态,为了在层流状态下提高微混合器的混合效果,实现快速混合,学者们设计出了许多微混合器的结构。依据有无外力的加人将微混合器,分为主动型微混合器与被动型微混合器。主动型微混合器需要外界的能量加人以诱导混合的发生,如磁场、电动力、超声波等。与主动型微混合器需要加人外界能量不同,被动型微混合器依靠自身的几何结构来促进混合。被动型微混合器又可以分为T型、分流型、混沌型等。T型微混合器结构简单,但无法提供很大的流体间接触面积。分流型微混合器将待混合流体分成许多薄层,薄层间相互接触,增大流体间接触面积促进混合。本文所研究的内交叉指型微混合器为分流型微混合器。混沌对流可以使流体界面变形、拉伸、折叠,从而增加流体界面面积强化传质。本文所研究的分离再结合型微混合器就是一种三维结构的混沌型微混合器。朝阳区电子芯片微通道换热器集成式微通道换热器,高效紧凑型换热器请联系创阔科技。
技术实现要素:本实用新型的目的是为了解决现有技术中存在流体表面张力的作用变得极为明显,流体在微通道内流动时总是处于平流状态,不同流体间的混合主要依靠分子间的扩散作用,混合效率较低的缺点,而提出的一种实现多次加强混合作用的微通道结构。为了实现上述目的。“创阔科技”研究开发一种实现多次加强混合作用的微通道结构,包括主流道和第二主流道,所述主流道的右侧设置有前腔混合室,且主流道和前腔混合室之间设置有分流道路,所述分流道路的右侧设置有中间混合腔室。
“创阔科技”反应器既可在研发中用于多功能合成工艺评估平台,也可用于小批量定制化学品的迅速生产,因为它具有80吨的液体年通量能力.“创阔科技”反应器较多用于研究院所,高校和企业的实验室,致力于“连续流”化学合成反应工艺方面的研究和开发。“创阔科技”微通道连续流反应器成功应用于多种反应金属有机多步化学合成:应对不稳定中间产物难题。气-液-固浆状流,选择性加氢:高转化率,选择性好。二肽合成:选择萃取和连续反应耦合提高产品提取率。光化学合成反应(氯化、溴化等):易于控制,提高收率。简化传统的磺化反应:采用工业硫酸,无需SO3也能达到高收率。格氏试剂制备:易于精确控制,提高下游产品纯度。低温反应:-50°C的反应在0°C完成不影响收率,-20°C的反应能在常温下实现。贝克曼重排反应:工艺稳定,收率提高。选择性硝化反应:减少溶剂用量,提高收率,更安全环保。过氧化物合成:高效安全,可以在线生产,很好改善过氧化物物流过程和成本。气-液两相(纯氧)氧化反应:操作安全,传质效率高,选择性好,溶剂用量少。酯化和水解反应:高效稳定,收率好。高效性:独特的微通道设计,传质效率是釜式反应釜的10到100倍以上。微通道板式换热器设计加工创阔科技。
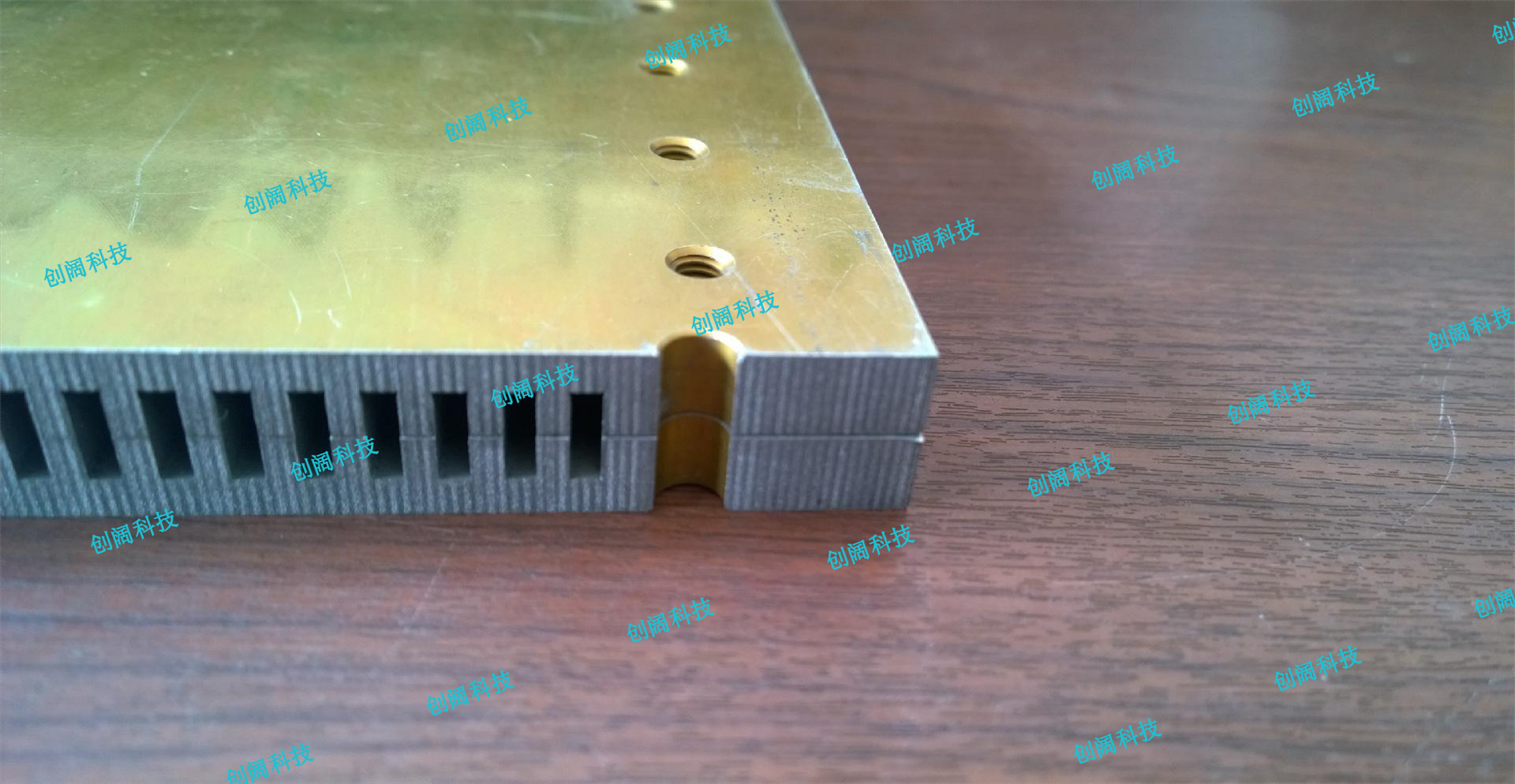
微通道换热器早应用于电子领域,解决了集成电路中大规模的“热障”问题,目前在制冷行业得到应用。微通道换热器相比常规换热器的优势有:1)换热效率高;2)热响应速率高,可控性好;3)噪声小,运行稳定;4)承压能力好;5)抗腐蚀;6)节约成本,相同换热要求下材料消耗小。目前对于微通道换热器空气侧流动及换热性能的研究,主要是考虑空气流速对换热性能的影响,或者考虑翅片的间距和结构尺寸对于换热性能的影响,没有从翅片开窗角度和翅片开窗数2个方面结合研究翅片对于微通道换热器换热性能的影响。创阔能源科技团队研究计算流体力学方法对不同开窗角度和开窗数目的微通道换热器空气侧流动及换热进行分析,对比翅片结构参数对换热和流动阻力的影响,寻找较优的翅片结构。创阔科技一站式提供加工换热器,液冷板,均温板。水冷板等。嘉定区多层结构微通道换热器
创阔能源科技一站式提供加工换热器,液冷板,均温板。水冷板等。青浦区不锈钢微通道换热器
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。青浦区不锈钢微通道换热器
苏州创阔金属科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身不努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州创阔金属科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
上一篇: 北京微通道换热器设计
下一篇: 贵州微孔加工价格