超高温减温器生产
减温减压装置、减温器选用材料是全新高质量的、适合于工作条件,材料能承受工作条件下的温度压力而不造成变形、变质及任何部分的应力超限,且对各部件强度和其工作的适应性无任何影响。减温减压装置、减温器的材质及规格符合国际标准或国家标准中的有关技术条件,并附有钢厂材质证明书(或复印件)。减温减压器、减温器部件的主要材质如下:(按设计温度合理选择,不低于以下标准)1.减温减压器名称型号部件主要材质备注减压阀阀盖、阀体ZG20CrMoV阀瓣不锈钢堆焊CoCrW阀座不锈钢堆焊CoCrW喷咀阀体12Cr1MoV阀瓣及内件不锈钢截止阀阀盖20阀体20阀瓣不锈钢堆焊CoCrW阀杆25Cr2MoV止回阀阀盖、阀体20内件不锈钢堆焊CoCrW安全阀阀盖WCB阀杆、活塞不锈钢冲量安全阀阀盖、阀体20锻件10、设备通气运行前,须告知我公司,我公司将进行设备通气运行前电话指导,确保设备正常运行。超高温减温器生产

PID参数的整定:原则上仪表就有PID自整定功能,如实在控制效果不佳可按如下方法整定:整定比例控制将比例控制作用由小变到大,观察各次响应,直至得到反应快、超调小的响应曲线。整定积分环节若在比例控制下稳态误差不能满足要求,需加入积分控制。先将步骤(1)中选择的比例系数减小为原来的50~80%,再将积分时间置一个较大值,观测响应曲线。然后减小积分时间,加大积分作用,并相应调整比例系数,反复试凑至得到较满意的响应,确定比例和积分的参数。整定微分环节若经过步骤(2),PI控制只能消除稳态误差,而动态过程不能令人满意,则应加入微分控制,构成PID控制。先置微分时间TD=0,逐渐加大TD,同时相应地改变比例系数和积分时间,反复试凑至获得满意的控制效果和PID控制参数。铝料送料机生产弹簧被一个螺旋盖帽压缩,使喷嘴阀杆紧紧压在喷头上,直到水与蒸汽之间的压差△P超过其弹簧预紧力。
投标方现场服务人员的职责:现场服务人员的任务主要包括设备催交、货物的开箱检验、设备质量问题的处理、指导安装和调试、参加试运和性能验收试验。在安装和调试前,服务人员向招标方技术交底,讲解和示范将要进行的程序和方法。对重要工序(见下表),投标方技术人员要对施工情况进行确认和签证,否则招标方不能进行下一道工序。经投标方确认和签证的工序如因投标方技术服务人员指导错误而发生问题,投标方负全部责任。投标方提供的安装、调试重要工序表:序号工作名称工作主要内容备注1调试配套执行器调试2
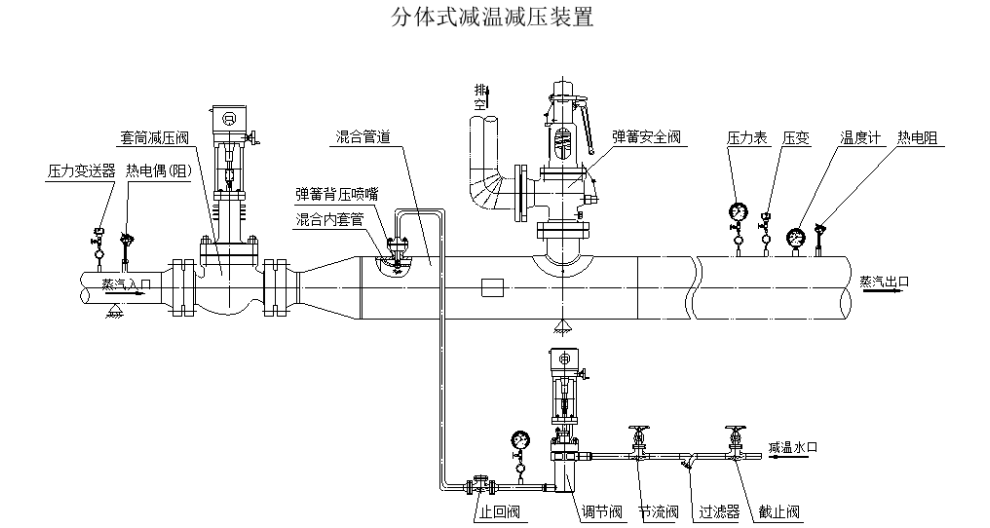
1、减压系统:蒸汽的减压是由减压阀(或减温减压阀)来实现的。减压阀与电动/气动执行器相连,当管道内的蒸汽压力变化时,电动/气动执行器启动,带动减压阀瓣上下升降,调节减压比的大小,使管道内的蒸汽压力保持在规定的范围内。2、减温系统:减温减压器为分体式时,减温系统由电动/气动调节阀、喷嘴、混合管道、节流装置、节流阀等组成。减温水经电动/气动减温水调节阀后,喷入混合管道,经喷嘴喷孔喷入文丘里管内,使水、汽高速混合来实现蒸汽的减温;减温减压器是一体式时,减温系统由电动/气动减温水调节阀和设在减温减压阀阀瓣上的喷嘴等组成,减温是在减温减压阀内腔里进行的。增强了装置的安全性,延长了装置的使用寿命,同时降低了装置的噪音。
用于合同执行期间对投标方所提供的设备(包括对分包外购设备)进行检验、监造和性能验收试验,确保所提供的设备符合技术规范书规定的要求。投标方在合同生效后,向招标方提供与合同有关的监造、检验、性能验收试验标准。有关标准应符合技术规范书的规定。工厂检验是质量控制的一个重要组成部分。投标方严格进行厂内各生产环节的检验和试验。投标方提供的合同设备签发质量证明、检验记录和测试报告,并且作为交货时质量证明文件的组成部分。检验的范围包括原材料和元器件的进厂,部件的加工、组装、试验至出厂试验。压差调节和喷嘴调节于一体,能保证恒定的喷射速度,且雾化效果良好。国标减温器行价
减压系统采用平衡式套筒减压阀结构,吸收先进设计经验而成,阀瓣采用笼式,受力平衡,推力小,运行平稳。超高温减温器生产
电机接线图(以下为3810系列接线图,电装品牌不同时,按相应的品牌)PID的控制原理:在本装置中,应用比较为广的PID调节器,控制规律为比例、积分、微分控制,简称PID控制,又称PID调节。PID调节以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一。实际中也有PI和PD控制。PID控制器就是根据系统的误差,利用比例、积分、微分计算出控制量进行控制的。1.比例(P)控制比例控制是一种比较简单的控制方式。其控制器的输出与输入误差信号成比例关系。当有比例控制时系统输出存在稳态误差(Steady-stateerror)。超高温减温器生产