北京不锈钢减温减压
减压减温器、减温器设计运行说明文件,特别应明确控制、保护要求,应给出报警、动作的具体数值。设备外形图(包括安全门)。减压减温器、减温器附测点位置。减压减温器、减温器仪表接口图及技术性能表,电动执行机构的电源要求及原理接线图。仪表和调节项目应保证介质测量值和读数的代表性。零配件投标方应提出推荐的零件、备件表和估计使用寿命。减压减温器、减温器整体寿命为30年。在规定的设计参数范围内变化,减温减压装置保证在任一工况下均能安全可靠连续稳定运行。在结构上减温水调节阀与喷嘴有机结合在一起,减温调节无滞后现象,减温水的喷射速度始终保持恒定速度。北京不锈钢减温减压
试运行:预热结束后,打开减温水进口处截止阀,并逐渐开启蒸汽进口处闸阀,按每分钟升高0.1-0.15Mpa的速度逐渐升压,同时手动操作减压阀和给水调节阀,使蒸汽的压力、温度达到使用要求。在升压过程中,当压力升到额定压力的50%时,用手动使安全阀起跳(连续起跳次数不要超过3次,以免损坏密封面),检查安全阀的启闭是否灵敏。打开疏水器,排出冷凝水。通过调整,蒸汽参数达到规定值后方可投入使用。具体升压过程为:手动将阀位调整到10~20%,缓慢开大进口端闸阀,当压力接近目标值时,将控制系统切换至自动,使系统进入自动状态,继续缓慢开大闸阀,观察运行情况,调试完毕。减温操作同理。垃圾焚烧减压器老牌厂家阀芯与阀座间采用锥面密封,密封面堆钴基硬质合金,阀座与阀瓣采用主流的分离设计。

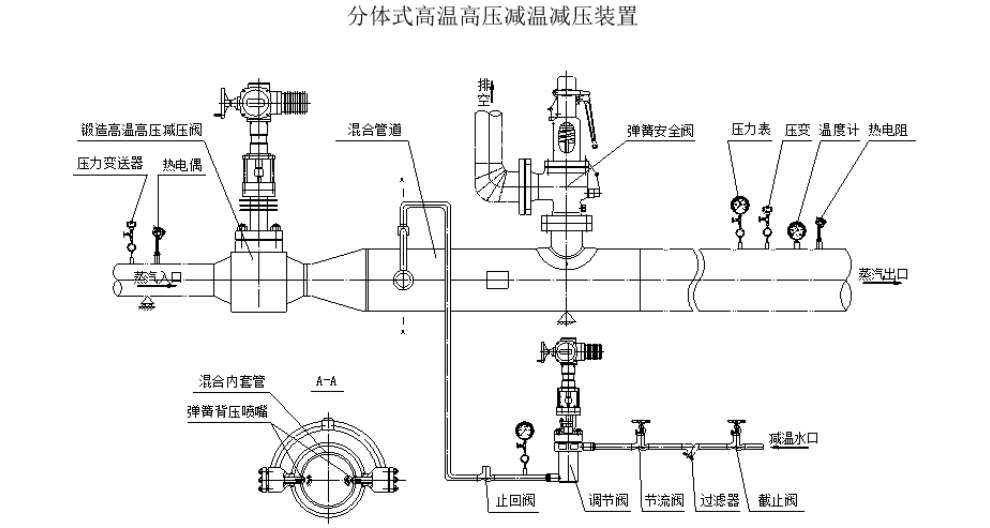
安全保护系统:汽路采用弹簧安全阀来实现安全保护。当管道内蒸汽压力超过允许值时,安全阀即自动开启排除蒸汽。当压力恢复至规定值时,安全阀即自动关闭。使二次蒸汽压力保持在允许值内,保证设备和管路的安全运行。为了防止在运行过程中给水管道内的减温水压力突然降低,产生蒸汽通过喷嘴反冲入给水管道的现象,在减温管道上近喷嘴处装有止回阀。控制系统:根据用户订货要求有:RKG控制柜(见减温减压自控系统部分)、PLC控制柜等;或直接接入用户DCS系统。
运行前的准备工作:1.1必须检查管道上各法兰之间、法兰和附件之间的连接、各阀门的启闭、及安全阀的动作是否正常;检查各仪表是否完好,确认各仪表电路已接通。1.2关闭蒸汽进口处的闸阀和减温水进口处的截止阀,用手动操作执行器,验证减压阀及给水调节阀的行程、阀门全开及全闭时的位置与执行器行程是否一致。然后确定阀门和执行器是否可正常投入运行。1.3运行前,本装置及通向用户的管道和附件均须进行预热。预热程序是:将减压阀稍微开启(约全行程5%),关闭减温水进口处的截止阀,然后慢慢地打开进口处闸阀,输入新蒸汽进行预热。预热时蒸汽压力应在0.02~0.05Mpa之间,预热时间>60分钟。减温喷水阀阀芯、阀座均应做硬化处理,执行机构采用气动执行器,测温元件安装在减压阀后约10-12米处。

电机接线图(以下为3810系列接线图,电装品牌不同时,按相应的品牌)PID的控制原理:在本装置中,应用比较为广的PID调节器,控制规律为比例、积分、微分控制,简称PID控制,又称PID调节。PID调节以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一。实际中也有PI和PD控制。PID控制器就是根据系统的误差,利用比例、积分、微分计算出控制量进行控制的。1.比例(P)控制比例控制是一种比较简单的控制方式。其控制器的输出与输入误差信号成比例关系。当有比例控制时系统输出存在稳态误差(Steady-stateerror)。选用材料是全新高质量的,材料能承受工作条件下的温度压力而不造成变形、变质及任何部分的应力超限.带涂油送料机
减温减压器按规范进行表面防腐处理。设备与管道连接时,设备进出口规格、材料与接口管径应与管道取得一致。北京不锈钢减温减压
投标方配合监造的要求,投标方提供设备的设计、制造和检验标准的目录。投标方有配合监造的义务,在监造中及时提供相应的资料和标准,并在投料时提供整套设备的生产计划及每一个月度实际生产进度和月度检验计划。性能验收试验。性能验收试验的目的为了检验合同设备的所有性能是否符合技术规范书的要求。性能验收试验的地点由合同确定,一般为招标方现场。性能试验的时间:机组试验一般在168小时试运行之后半年内进行,具体试验时间由招标方与供方协商确定;单台设备的试验卖买双方协商确定。北京不锈钢减温减压
上一篇: 山东冲压拉伸机械手原理
下一篇: 汽轮机减温减压阀老牌厂家