家电钣金拉伸机械手加工厂
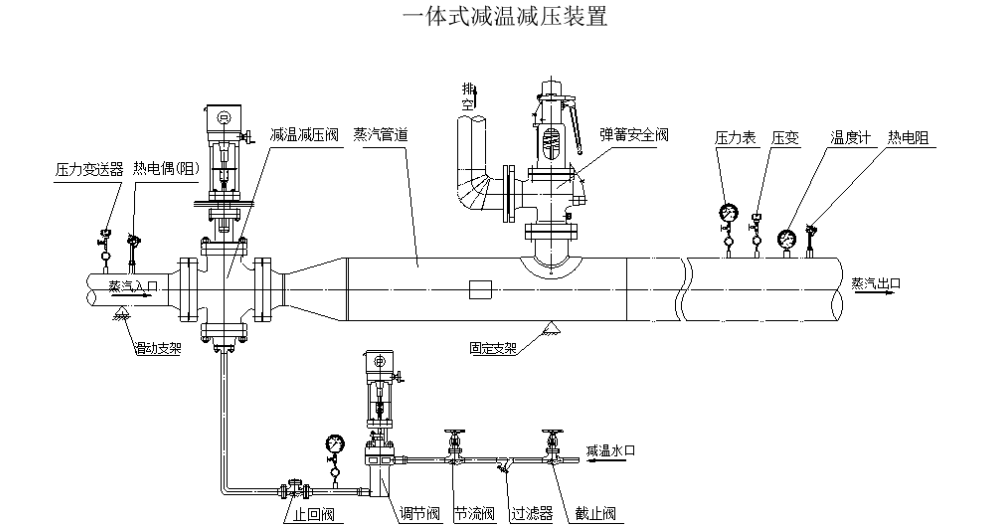
二次蒸汽侧配置有全容量安全阀,整定压力为二次蒸汽压力的1.05~1.1倍,当运行压力超过允许值时,安全阀自动及时动作,排出额定流量的全部蒸汽,保证设备安全。减温减压装置主管道内部设置保护管,对可调喷咀等阀门的密封面堆焊硬质合金材料,保证设备长期连续运行,延长设备的服役期。减温减压装置的减压阀、可调喷咀采用电动执行机构控制。减温水系统为防止某种原因引起减温水压力突然降低,高温蒸汽经喷咀倒流入减温水管道,在减温水通向喷咀的管道上配备止回阀。高、低压减温减压器每套设备提供一套调节阀。气动阀门制造厂应提供所有阀门的管路连接原理图。家电钣金拉伸机械手加工厂

温度检测、调节系统,一次温度检测数字式温度显示仪接受由减温减压装置一次蒸汽管道上测温点热电偶或热电阻输出的毫伏或电阻信号,经显示内的CMOSA/D电路转换后,将所测的温度值用LED数字显示,一次温度检测系统二次温度检测减温减压装置二次蒸汽管道上测温点热电阻阻值输入到智能调节仪,智能调节仪自动显示被测温度值.二次温度检测系统,二次温度调节智能调节仪接受从热电阻来的二次温度t2相对应的阻值信号,由主屏显示所测得的温度.并将这测量信号与给定信号之偏差进行P(比例),I(积分),d(微分)运算,结果以4-20mADC信号输出.从调节器出来的4—20mADC信号通过伺服放大器、驱动执行器,带动给水调节阀动作,使减温减压器的二次温度稳定在工艺给定的数值(人工输入)上,达到温度自动调节的目的。二次温度调节系统3C笔记本冲压拉伸机器人收费标准同比耐压能力较大,调节稳定,能够保证二次蒸汽流量调节变化范围达到20%~100%,最大负荷可达110%。
电机接线图(以下为3810系列接线图,电装品牌不同时,按相应的品牌)PID的控制原理:在本装置中,应用比较为广的PID调节器,控制规律为比例、积分、微分控制,简称PID控制,又称PID调节。PID调节以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一。实际中也有PI和PD控制。PID控制器就是根据系统的误差,利用比例、积分、微分计算出控制量进行控制的。1.比例(P)控制比例控制是一种比较简单的控制方式。其控制器的输出与输入误差信号成比例关系。当有比例控制时系统输出存在稳态误差(Steady-stateerror)。
提供的资料使用国家法定单位制即国标单位制,语言为中文。资料的组织结构清晰、逻辑性强。资料内容要正确、准确、一致、清晰、完整、满足工程要求。技术资料份数:投标阶段资料6份,电子版2份;根据招标书提出的技术规范书、供货范围提供完整的技术资料:设备外型图,运行维护说明,工艺系统流程图。随机提供:供货清单,设备外型图,运行维护说明,技术条件书,使用说明书,厂内试验证书,所有材料的合格证。配合工程设计阶段应提供的文件签定合同后,投标方根据工程设计的需要,补充招标方书面提出的技术资料。泄漏等级符合ANSI16.106标准,阀门的泄露等级为Ⅴ级。

为了满足地区供热发展的需要及响应国家火电灵活性改造政策要求,主要气象资料如下:冬季:采暖室外计算温度-2.9℃日平均温度小于等于5℃(8℃)的天数87天(115天)平均温度≤5℃期间内采暖期室外平均温度2.5℃平均温度≤8℃期间内采暖期室外平均温度3.5℃通风室外计算干球温度1.3℃空调室外计算干球温度-5.5℃比较大冻土深度14cm极端最低温度-18.1℃室外平均风速2.4m/s主要风向及频率C15%、N11%夏季:通风室外计算干球温度30.9℃空调室外计算干球温度35℃空调室外计算湿球温度27.8℃通风室外计算相对湿度67%室外平均风速2.2m/s主要风向及频率C15%、SSW10%全年主导风向及频率C16%、N9%冬季大气压力101.67kPa本次改造后,在单台机组设计额定工况主蒸汽流量622.11t/h时,中压缸排汽参数为压力0.242MPa、温度240.0℃,中压缸排汽流量为473.56t/h,除20t/h用于低压缸的冷却外,单台机组去首站供热的比较大中排抽汽453.56t/h;在单台机组设计比较大主蒸汽流量670t/h时,中压缸排汽参数为压力压力0.242MPa、温度249.1℃,中压缸排汽流量为518.28t/h,除20t/h用于低压缸的冷却外,单台机组去首站供热的比较大中排抽汽498.28t/h。温度调节系统采用单座调节阀,阀芯与阀座间采用锥面密封,密封面堆硬质合金,标准配置的泄漏量为V级。上海汽车外观件冲压拉伸机械手
该阀的采用省去了传统结构中给水分配阀的回水支路,节省了能源、方便了装置的布置。家电钣金拉伸机械手加工厂
微分(D)控制在微分控制中,控制器的输出与输入误差信号的微分(即误差的变化率)成正比关系。自动控制系统在克服误差的调节过程中可能会出现振荡甚至失稳。其原因是由于存在有较大惯性组件(环节)或有滞后(delay)组件,具有抑制误差的作用,其变化总是落后于误差的变化。解决的办法是使抑制误差的作用的变化“超前”,即在误差接近零时,抑制误差的作用就应该是零。这就是说,在控制器中引入“比例”项往往是不够的,比例项的作用是放大误差的幅值,而目前需要增加的是“微分项”,它能预测误差变化的趋势,这样,具有比例+微分的控制器,就能够提前使抑制误差的控制作用等于零,甚至为负值,从而避免了被控量的严重超调。所以对有较大惯性或滞后的被控对象,比例+微分(PD)控制器能改善系统在调节过程中的动态特性。家电钣金拉伸机械手加工厂
上一篇: 江苏减温装置公司
下一篇: 河北超超临界机组减温减压装置