带剪刀送料机制造
减温减压装置的生产厂家在供货时应负责对其工作范围内的设计、设备和材料的采购及服务实行质量控制,用质量控制计划检查各个项目(包括分包商的项目)是否符合合同的要求和规定。-控制内容应包括:一、文件的控制;二、记录的控制;三、设计和开发控制;四;五、采购控制;六、生产及安装过程控制;七、检验和试验控制;八、不合格品控制;九、服务过程控制;十、内部质量体系评价。正规的生产厂家提供的减温减压装置产品才能通过检验后投入使用装置应设置适当的排水和排气设施,以防止积水和空气滞留。带剪刀送料机制造
蒸汽负载冷凝器安装位于3m层高,水箱及负载减温水泵安装位于负。换热管不允许拼接,换热管与管板的连接为强度焊加贴胀。管材应经退火处理,不锈钢管外表面光滑且无裂纹、砂眼、腐蚀、凹陷、毛刺等缺陷;管内壁无油垢污物和堵塞现象。压力容器零部件在组装前设备内部应清理干净,不得留有焊疤、焊条头、焊接飞溅物、锈蚀和其它杂物。水箱液位计接口安装时应在同一垂直面上,误差不大于1。所有A、B类焊缝需经不少于每条焊缝长度20%且不少于250的射线检测,按相关标准规定进行评定,Ⅲ级为合格,检测技术等级不低于AB级;所有C、D类焊缝需经100%磁粉检测,Ⅰ级为合格。蒸汽负载冷凝器、水箱及负载减温水泵各设备对外接口与外部系统管路采用法兰连接方式,承制方配反法兰及螺栓、垫片等紧固件,密封垫片为石墨缠绕垫,配对法兰材质要求与对应的接口法兰材质相同,满足设计压力下的安全使用。 新能源汽车钣金冲压机械手减温减压装置在这些领域能够提高系统的效率、安全性和可靠性,满足各种工艺对蒸汽温度和压力的具体要求。
蒸汽尿素制备及水解所需的减温减压装置,它的蒸汽取自锅炉辅汽系统,备用汽源取自一期机组吹灰蒸汽(辅汽:压力0.5~1.2MPa、温度300~360℃,低省吹灰蒸汽:压力2.0~3.0MPa,温度350℃),具体接口位置及蒸汽参数待设计联络会确定。3.2装置可用率保证装置可用率不小于99%,服务寿命为30年。检修时间间隔应与机组的要求一致,不增加机组的维护和检修时间。根据《工业企业厂界环境噪声排放标准》(GB 12348-2008)标准的要求,设备运转噪声小于85dB(A)(离设备1m处测量)。
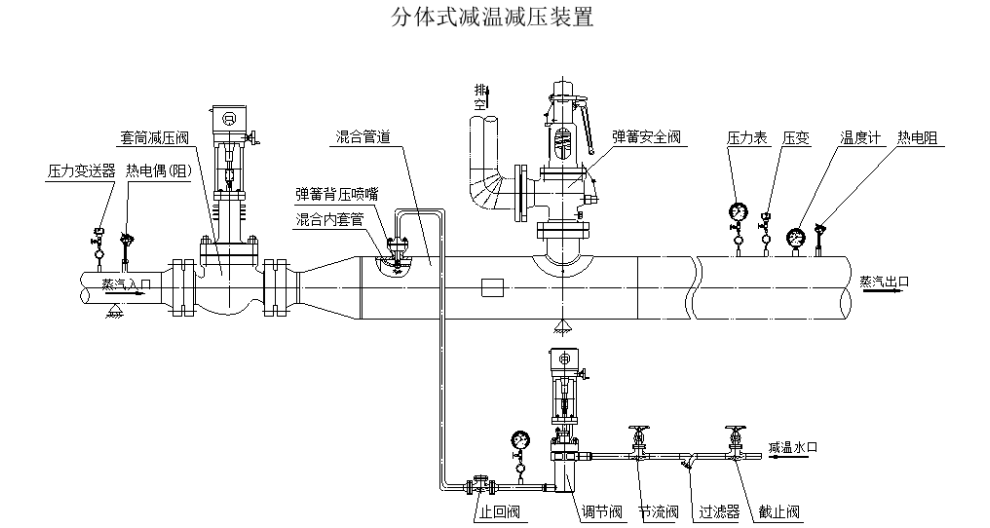
蒸汽混合管道及笛型喷嘴:主管道混合管道内设置文丘里管、过渡管和保护管等,喷嘴设置在文丘里管喉部,减温通过在文丘里管喉部的喷嘴直接喷射雾化水和蒸汽混合方式来实现。文丘里管喉部蒸汽流速始终处于高速状态,减温水通过喷嘴后立即被高速蒸汽所粉碎,从而保证有良好的雾化效果。该系列喷嘴可采用交错倒喷或顺喷形式,冷却水通过喷嘴的小孔以18~23m/s的流速喷出后,在文丘里管内高速蒸汽的带动下,从而达到迅速雾化。该类型装置具有噪音低、调节范围大的特点,在10%~100%额定出力范围内减温也具有良好的雾化效果,避免了水击、汽蚀等不良工况,长期稳定运行,设备安全可靠。用于纸浆和造纸工艺中的蒸汽加热过程,确保工艺过程的稳定性和产品质量。

有些减温减压设备的使用单位严禁采用泄漏量大的双座阀,偏向于采用多级降压调节阀使阀前压力在阀体内一次降到工艺要求的压力,不得使用减压孔板和消音孔板来降压。减压阀要求有较高的调节系统的灵敏度及精确度。减温水调节阀需采用专业的多级节流降压阀芯结构的调节阀。减压调节阀和减温水调节阀阀体都必须采用自由锻造。减压阀、减温水调节阀、进出口电动闸阀配置电动执行器品牌为扬修。二次蒸汽侧配置全容量的安全阀,其整定压力符合国家有关安全规范的规定。弹簧式安全阀必须满足《蒸汽锅炉安全技术监察规程》与JB/T9624-1999《电站安全阀技术条件》的规定。安装位置应有良好的通风和散热条件,以确保设备的正常运行。新能源冲压拉伸机器人厂家
通过优化蒸汽参数,减温减压装置能够降低能源消耗,减少碳排放,符合现代工业的节能环保要求。带剪刀送料机制造
减温减压装置发货时应配备相应的仪表,包括就地仪表和远传仪表。一般而言,减温减压装置控制的是压力和温度两个参数,因此压力表和温度计是标配产品。压力表和温度计分为就地和远传两种,远传仪表是为了在控制室实现对设备的的控制和调整,而就地仪表则是为了现场方便观看参数,以及核对控制室的参数是否准确。由于仪表是安装在设备主蒸汽管道上,在蒸汽流动过程中会产品震动和噪音,因此仪表的选择需要根据工况选择耐震型的套管式仪表,以免多次损坏。带剪刀送料机制造
上一篇: 安徽铝板拉伸机械手
下一篇: 福建高温高压减温减压阀