超超临界机组减压装置批发价
减温减压装置的减压阀一般采用直行程双座笼式减温减压阀结构,阀内设有节流网罩,增强减温水的雾化效果,保护了阀座及阀体,延长了阀门的使用寿命,同时也降低了装置的噪音。而另外一种形式的双座阀不平衡力小、调节范围广、动作平稳,不会出现卡死现象。次高压减温减压阀密封表面堆焊钴基ERCrMn-C-15,抗高温、抗冲刷;阀座和阀瓣采用配合研磨,密封性能好,克服了双座阀泄漏量大的缺点,适用温度510℃。高温高压的减压阀采用预启式锻造套筒阀,耐温度可以达到 650度。确保安全阀的设定压力和减温减压装置的工作压力匹配。超超临界机组减压装置批发价

减温减压装置的生产厂家在供货时应负责对其工作范围内的设计、设备和材料的采购及服务实行质量控制,用质量控制计划检查各个项目(包括分包商的项目)是否符合合同的要求和规定。-控制内容应包括:一、文件的控制;二、记录的控制;三、设计和开发控制;四;五、采购控制;六、生产及安装过程控制;七、检验和试验控制;八、不合格品控制;九、服务过程控制;十、内部质量体系评价。正规的生产厂家提供的减温减压装置产品才能通过检验后投入使用超临界机组减温减压器某些工业过程,温度和压力的稳定对产品质量至关重要。减温减压装置可以确保过程稳定,从而提高产品的质量。
减温减压装置的生产周期一般要一个月以上,从合同确定开始,需要由制造厂家的设计人员(持证)对产品进行设计,并出具蓝图给特检院报备,同时开始排产,生成生产图,并合成BOM材料包。制造厂家不仅自身为正规企业,其所采购的原材料及外购件都应为正规厂家生产,提供TS证书,材料需要能够溯源。生产的过程中,每一道工序都要根据质量体系生产,不可偷工减料,不可省略任何一个质检过程 。出厂前要进行试压,并留存相关资料,和生产相关的图纸和资料要存档十年以上。
为确保减温减压装置的安全运行,设备充分考虑所有运行情况下可能存在荷载的较不利组合,所有管道元件经过应力校核,符合 DL/T 5366-2014《发电厂汽水管道应力计算技术规程》,荷载至少包括:内部及外部的设计压力;附加荷载,如管道及保温;设备支座的反作用力;安全阀动作的反作用力;为防止蒸汽经喷嘴倒流入减温水管道,在减温水系统通向喷嘴的管道上配有止回阀。二次蒸汽侧配置有全容量安全阀,整定压力为二次蒸汽压力的1.05~1.1倍(如果需方无其他文字通知供方整定压力值,供方就按 1.1倍整定出厂),当运行压力超过允许值时,安全阀自动及时动作,排出额定流量的全部蒸汽,保证设备安全。在超压得到释放后能自动回座。在出厂前,对设备进行彻底的内部清理,达到安装免拆卸要求。减温减压装置需要进行吹扫后才能通蒸汽。

减温减压装置凡需要油漆的所有部件,在油漆前必须对金属表面按有关技术规定进行清洁处理。组装前应从每个零部件内部清理全部加工垃圾,如金属切削、填充物等,应从内外表面清理所有轧屑、锈皮油脂等。在做涂层前应做喷丸处理。油漆应能适应当地环境条件,设备表面均采用耐风化和防盐雾腐蚀的油漆。喷丸处理后刷两道带锈环氧富锌底漆,每道漆膜厚度为35μm、一道环氧封闭漆为中间漆,漆膜厚度为30μm、两道改性聚碳酸脂长效面漆,每道漆膜厚度为30μm。油漆品牌应选用品牌,面漆颜色由阀门规范确定。减温减压装置需要在蒸汽后端配置压力表和温度计。精密数控三合一送料机销售厂家
减温减压装置的控制系统一般是接到现场的DCS里。超超临界机组减压装置批发价
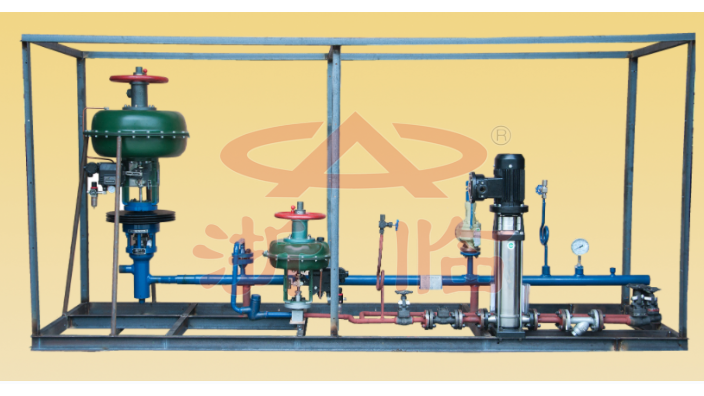
减温减压装置用于电厂2×1000MW机组脱硝尿素制氨改造项目,一般配置一套尿素溶液制备与储存系统和两套尿素水解系统,拟采用尿素催化水解制氨工艺,供尿素制氨系统公用,脱硝系统工艺采用SCR工艺;还原剂制备工艺:尿素水解法,减温水来自于电厂除盐水母管,注入减温水箱,经减温水泵,喷入减温减压装置。减温减压器出口流量的变化范围为0%-100%额定流量;出口蒸汽压力P2的调节精确度误差不大于±0.02MPa;出口蒸汽温度的误差不大于±0.5℃。超超临界机组减压装置批发价