安徽嘉好PVC发泡板生产设备
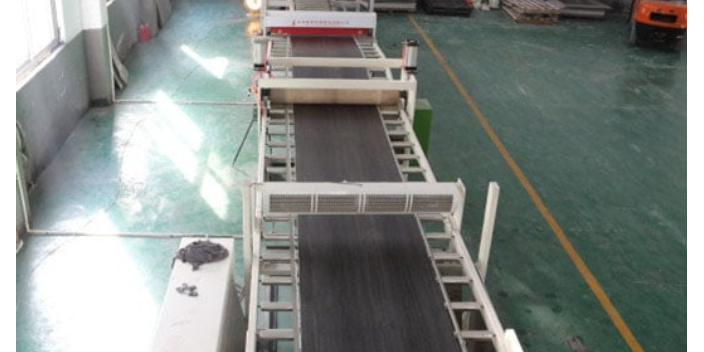
由嘉好生产的SPC地板板材挤出生产线是整个SPC地板生产线中**重要的工序之一。SPC(石塑复合)地板,又称硬质乙烯基板,是在高科技基础上开发的一种新型环保地板。其原料是天然石粉和PVC树脂粉以及添加剂。SPC/PVC挤出机通过双螺杆和T型模将混合原料转化为SPC芯层,并在芯层上用压花辊压合耐磨层和装饰膜,***形成SPC地板的大板。由嘉好生产的SPC地板板材挤出生产线是整个SPC地板生产线中**重要的工序之一。SPC(石塑复合)地板,又称硬质乙烯基板,是在高科技基础上开发的一种新型环保地板。其原料是天然石粉和PVC树脂粉以及添加剂。SPC/PVC挤出机通过双螺杆和T型模将混合原料转化为SPC芯层,并在芯层上用压花辊压合耐磨层和装饰膜,***形成SPC地板的大板。SPC石晶锁扣地板从原材料上看就要比木质材料更结实耐磨,一次成型的工艺也更增加了地板结构的稳定性。安徽嘉好PVC发泡板生产设备
保养注意事项:日常使用中,同e居PVC地板不能当做大理石、瓷砖使用,在保养中不懂得地板养护知识,会造成破损、污染等问题,也会**降低地板使用年限。那么,我们在使用中应该注意什么呢?1、砂石防护:应该在使用同e居PVC地板地板的房间门口、大厅门口放置一块砂石防护垫子,预防鞋子将砂石带入房间将地板表面划伤;2、物品搬运防护:在搬运物品时,特别是底部有金属尖锐的物品时,不要在地板上拖拉,以防地板受伤;3、烟火防护:虽然地板是防火等级为难燃级(B1级)的地板,不**地板就不会被烟火烧伤,因此人们在使用的时候,不要将燃烧的烟头、蚊香、带电的熨斗、高温的金属物品直接放在地板上面,以防造成地板伤害。木塑建筑模板挤出设备厂家安装SPC对地坪要求严格,建议自流平,不然影响脚感,这方面需要增加额外的自流平成本。

根据目前的情况:口模间隙略大于地板厚度。机身:一区二区温度非常重要,需要确保塑化便于抽真空。太高,容易在真空口积料,一般在185-195℃之间,其他可以略低。合流芯的温度,对背压影响大,低一点对于熔体由螺旋运动变成直线移动有利,一般在165-175℃。模具温度相对要高一点,利于小间隙熔体的流动。一般在190-200℃之间,同时结合模具间隙对应调整坯料的厚薄均匀。挤出机主机转速:一般控制在额定转速的75-85%。喂料速度主要根据主机转速和主机(负荷)电流确定。在配方确定的前提下,加工温度、主机转速、喂料速度相互匹配,做到电流稳定、出料均匀表面无缺陷,有一定的生产速度。在螺杆使用一定时间会出现磨损。先可以调整加工工艺,比如降低挤出速度,增加喂料速度,适当提高一、二区的加工温度降低合流芯的温度。适当调整配方增加ACR的用量。必要时,重新调整螺杆料筒相关的间隙,打磨抛光受损的部位,再调整工艺配方。
PVC石塑地板生产线spc地板设备就是以PVC和钙粉为主要原料生产SPC石塑地板的设备。原料经过塑化挤出片材,四辊压延热敷彩膜装饰层和耐磨层,做上各种各样浮雕木纹及各式各样的花纹,直接热敷底层软垫消音层,再经过UV耐磨处理、分切开槽等工艺生产而成。它跟传统的地板的区别就是环保,耐磨,防火。石塑地板是采用PVC**、助剂等经过高温压延,表面加耐磨层生产而成,不可能含有甲醛等有害物质,是100%不含甲醛的环保地板。同时,石塑地板也无需砍伐树木,破坏生态,因此获得了“环保新材料”的称号,这也是石塑地板与传统铺料相比的一大优势。SPC石塑地板结构从下往上有4层:—底层,采用钙粉、PVC混合物材质作为底衬—印刷层,底层上印刷LVT地板的设计图案—耐磨层,纯PVC透明耐磨层覆盖于印刷层—UV防护涂层,SPC地板设备,耐磨层洁净处理。防虫、防白蚁,有效杜绝虫类*扰,延长使用寿命。

4、定期地板保养:清洁使用中性清洁剂清洁,不能使用强酸或强碱的清洁剂清洁地面,做好定期清洁维护工作;a、日常维护:使用清洁的八成干的拖把清洁地面,对污染严重的要局部清洁;5、污染处理:地板上沾污的墨水、食品、油腻等应擦去污物,然后用稀释的清洁剂擦洗痕迹,残留的黑色皮鞋印难以***时可以使用面纱沾松香水擦洗,不可将松香水倒在地板上清洁;6、注意事项:地板清洁不能使用清洁球、刀子刮擦,无法用常规方法清洁的污物,咨询有关人士,不可乱使用**、甲苯、等化学药品;7、化学防护:避免大量的水长时间滞留在地板表面,水长时间的浸泡地板,可能会渗入地板下面使地板胶溶化失去粘结力,也可能使地板表面的保护层分层造成地板污染,也可能污水渗透进入地板内部造成地板变色;8、阳光防护:避免强光直接照射,做好地板放紫外线照射,防止地板变色、褪色。根据所需的SPC片材厚度,通过模具中空的上端调整螺丝(M30*2)来调整模具尺寸。建筑模板生产线设备
多姿多彩,可供选择的颜色众多。既具有天然木质感和木质纹理,又可以根据自己的个性来定制需要的颜色。安徽嘉好PVC发泡板生产设备
压延贴膜工艺在挤出稳定的前提下进行。主要控制:辊筒间隙、温度、速度、以及前后速度的匹配。***对辊筒的间隙和速度确定了地板的基本厚度,应该根据挤出的线速度初步确定。后面覆膜辊筒速度略快一点,保证有一定的涨力,不引起膜拉伸变窄为宜。牵引速度而是如此,不至于板材变形。根据实际情况有的调整慢一点。压花和贴膜,主要依靠辊筒间隙、辊筒温度决定,不同的板材厚度、膜的种类,采用不同的间隙和温度,并且考虑牵引速度的影响。辊温和速度:应保证压延正常、压花清晰、贴膜粘合牢固、切边充分、膜不变形。辊筒温度:一般在165-185℃。前后二对辊筒的间隙,基本一致。二者需要结合起来调整。80机组4mm地板参考生产工艺参考:热混:125℃冷混:≤45℃口模间隙:3.8~4.0中间略小5、定型及其他由于生产过程中的产品还没有完全定型,因此切割流转避免受力,承载的托盘需要坚固平整。产品检测也需要将基材及成品搁至一定时间进行取样。安徽嘉好PVC发泡板生产设备
安徽嘉好机械制造有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在上海市等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来安徽嘉好机械供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
上一篇: 安徽嘉好聚氨酯发泡板挤出生产线定制
下一篇: 嘉好聚氨酯发泡板挤出设备